뉴질랜드에서 집까지
MNZ는 벌통부터 완제품까지 전체 공정을 관리하여 모든 단계에서 품질, 순도, 무결성을 보장합니다. 책임감 있는 양봉부터 세심한 생산 및 포장에 이르기까지 각 단계는 엄격한 뉴질랜드 표준에 따라 관리됩니다.
모든 실험실 테스트는 IANZ에서 인정하는 ISO 17025 공인 실험실에서 수행됩니다. 보관, 가공 및 포장은 뉴질랜드 1차 산업부(MPI)의 요구사항에 따라 등록된 위험 관리 프로그램(RMP)에 따라 운영됩니다. 이를 통해 통제되고 완전히 추적 가능한 공급망을 보장합니다.
원료 단계와 최종 제품 모두에 대해 광범위한 진위 및 품질 테스트를 실시합니다. MNZ는 여과하지 않고 저온 살균하지 않은 단일 꽃 MGO 마누카 꿀만을 독점적으로 생산합니다.
마누카 꿀 공정
마누카 꿀은 뉴질랜드에서 토종 마누카 나무의 짧은 개화 기간 동안 생산됩니다. 매년 단 몇 주 동안만 꿀벌들이 꽃에서 꿀을 채취하여 이 희귀하고 독특한 꿀을 만듭니다.
수확 후 벌집에서 벌꿀을 조심스럽게 추출한 후 즉시 품질 검사를 거칩니다. 순도를 보존하기 위해 자연 온도(25°C 이하)에서 보관합니다. 포장 준비가 시작되면 꿀은 최대 35°C까지 통제된 조건에서 부드럽게 데워집니다. 이를 통해 꿀 본연의 특성을 손상시키지 않으면서도 최적의 식감을 보장합니다.
그런 다음 꿀을 포장하고 검증된 MGO 수치에 따라 라벨을 붙입니다. 출시 전에 최종 품질 검사를 실시합니다. 모든 단계가 자체적으로 관리되기 때문에 MNZ는 전체 생산 공정을 완벽하게 통제할 수 있습니다.
광범위한 품질 테스트
모노플로랄 마누카 꿀은 열과 가공 조건에 특히 민감하기 때문에 세심한 취급이 필요합니다. 모든 MNZ 테스트 절차는 공식 MPI 가이드라인을 준수하여 신뢰성과 규정 준수를 보장합니다.
1단계 - 진위 확인
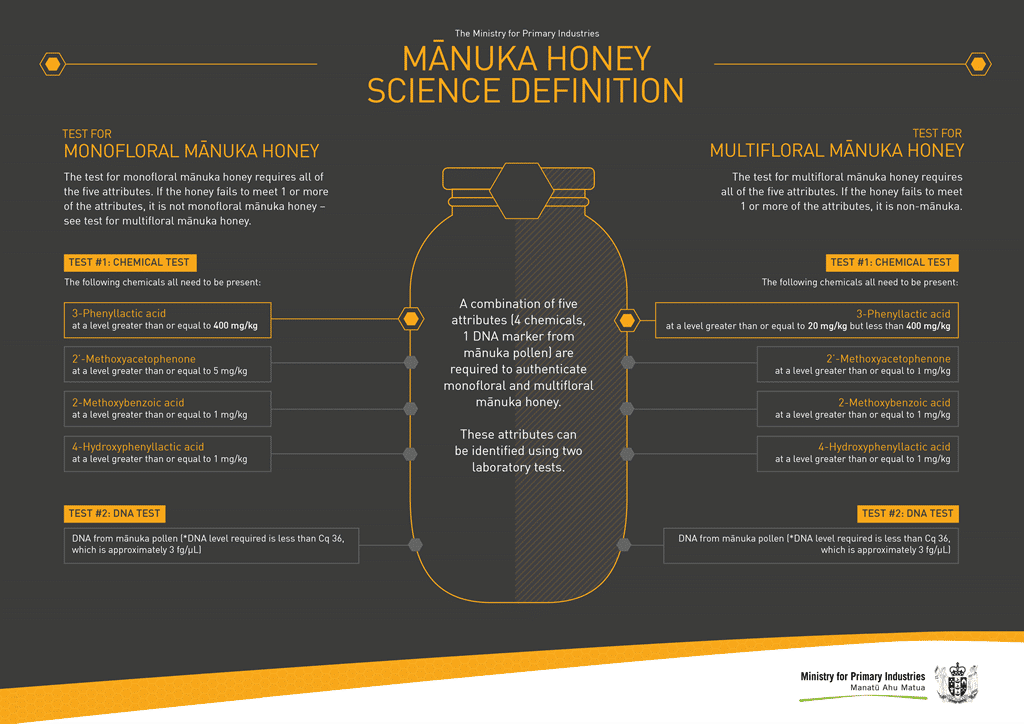
각 배치는 마누카 벌꿀에 대한 MPI 정의에 따라 테스트됩니다. 과학적으로 정의된 5가지 마커가 있어야 단일 꽃 마누카 꿀로 분류할 수 있습니다.
2단계 - 화학 마커
- 3-페닐락트산
- 2-메톡시 아세토페논
- 2-메톡시벤조산
- 4-하이드록시페닐락트산
3단계 - DNA 분석
- 마누카 꽃가루의 DNA 확인
4단계 - MGO 테스트
메틸글리옥살(MGO)은 마누카 꿀에서 측정되는 주요 화합물 중 하나입니다. 이 물질의 농도에 따라 MGO 등급이 결정됩니다. MGO 함량 테스트는 MPI 표준에 따른 필수 요건이며 실험실 분석을 통해 검증됩니다.
5단계 - 추가 품질 및 안전성 테스트
순도, 신선도 및 안전성을 보장하기 위해 각 배치에 대한 테스트를 거칩니다:
- 디아스타제 활성
- 하이드록시메틸푸르푸랄(HMF)
- C4 당류(불순물 제어)
- 에어로빅 플레이트 수
- 대장균
- 수분 함량
- Tutin
- 피롤리지딘 알칼로이드(PA)
- 효모 및 곰팡이
- 황색포도상구균
- 총 대장균군



MPI(뉴질랜드 1차 산업부) - 마누카 꿀의 정의
뉴질랜드의 MPI는 마누카 꿀이 단일 꽃꿀인지, 아니면 복합 꽃꿀인지를 판단하는 명확한 가이드라인을 마련했습니다. MNZ는 단일화분 MGO 마누카꿀만을 생산합니다.