Dari Selandia Baru ke Rumah Anda
MNZ mengontrol seluruh proses dari sarang hingga produk jadi, memastikan kualitas, kemurnian, dan integritas di setiap tahap. Mulai dari pemeliharaan lebah yang bertanggung jawab hingga produksi dan pengemasan yang cermat, setiap langkah dikelola di bawah standar Selandia Baru yang ketat.
Semua pengujian laboratorium dilakukan di laboratorium terakreditasi ISO 17025 yang diakui oleh IANZ. Penyimpanan, pemrosesan, dan pengemasan beroperasi di bawah Program Manajemen Risiko Terdaftar (RMP) sesuai dengan persyaratan Kementerian Industri Primer Selandia Baru (MPI). Hal ini menjamin rantai pasokan yang terkendali dan dapat dilacak sepenuhnya.
Pengujian keaslian dan kualitas yang ekstensif dilakukan baik pada tahap bahan baku maupun produk akhir. MNZ memproduksi madu MGO Manuka monofloral mentah, tanpa filter, dan tidak dipasteurisasi secara eksklusif.
Proses Madu Manuka
Madu Manuka diproduksi di Selandia Baru selama periode pembungaan singkat dari pohon Manuka asli. Hanya selama beberapa minggu setiap tahun, lebah mengumpulkan nektar dari bunga-bunga tersebut, menciptakan madu yang langka dan khas ini.
Setelah dipanen, madu diekstraksi dengan hati-hati dari sarang lebah dan segera menjalani pengujian kualitas. Madu disimpan pada suhu alami yang terkendali (di bawah 25°C) untuk menjaga kemurniannya. Saat persiapan pengemasan dimulai, madu dihangatkan secara perlahan dalam kondisi yang terkendali hingga suhu maksimum 35°C. Hal ini memastikan tekstur yang optimal tanpa mengorbankan karakteristik alaminya.
Madu kemudian dikemas dan diberi label sesuai dengan tingkat MGO yang telah diverifikasi. Pemeriksaan kualitas akhir dilakukan sebelum dirilis. Karena semua tahapan dikelola secara internal, MNZ memegang kendali penuh atas seluruh proses produksi.
Pengujian Kualitas yang Ekstensif
Madu Monofloral Manuka membutuhkan penanganan yang hati-hati, karena madu ini sangat sensitif terhadap panas dan kondisi pemrosesan. Semua prosedur pengujian MNZ mengikuti panduan resmi MPI untuk memastikan keaslian dan kepatuhan.
Langkah 1 - Verifikasi Keaslian
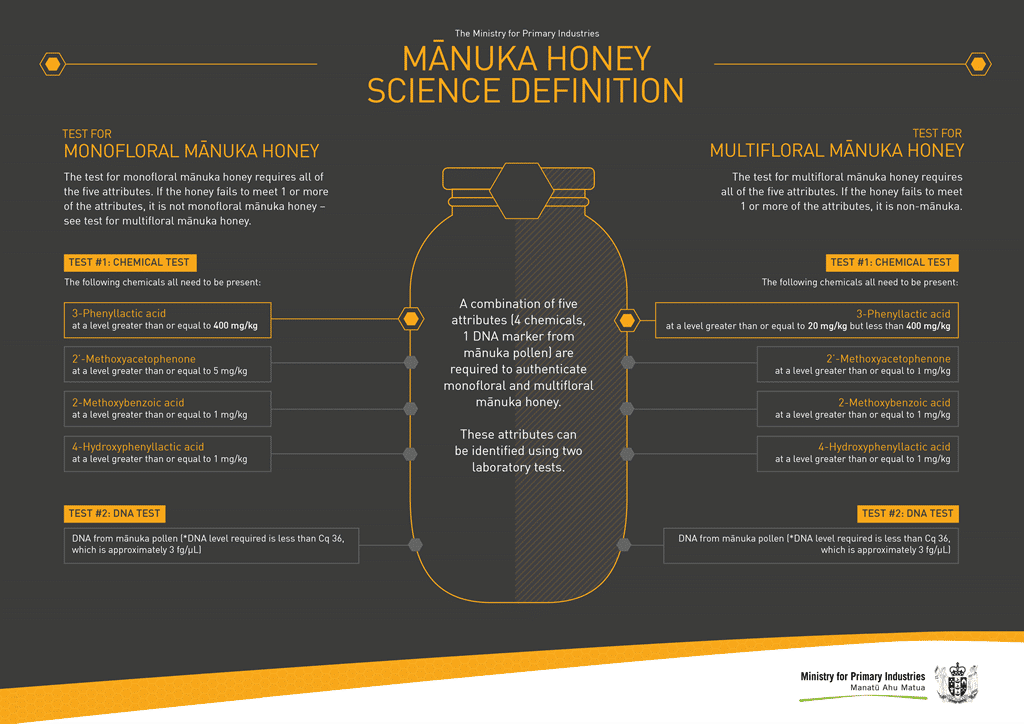
Setiap batch diuji sesuai dengan definisi MPI untuk madu Manuka. Lima penanda yang ditentukan secara ilmiah harus ada untuk mengklasifikasikan madu sebagai Manuka monofloral.
Langkah 2 - Spidol Kimia
- Asam 3-fenilaktat
- 2-Methoxyacetophenone
- Asam 2-metoksibenzoat
- Asam 4-Hidroksifenilaktat
Langkah 3 - Analisis DNA
- Konfirmasi DNA serbuk sari Manuka
Langkah 4 - Pengujian MGO
Methylglyoxal (MGO) adalah salah satu senyawa utama yang diukur dalam madu Manuka. Konsentrasinya menentukan klasifikasi MGO. Pengujian kandungan MGO merupakan persyaratan di bawah standar MPI dan diverifikasi melalui analisis laboratorium.
Langkah 5 - Uji Kualitas dan Keamanan Tambahan
Untuk memastikan kemurnian, kesegaran, dan keamanan, setiap batch diuji:
- Aktivitas diastase
- Hidroksimetilfurfural (HMF)
- Gula C4 (kontrol pemalsuan)
- Jumlah pelat aerobik
- Escherichia coli
- Kadar air
- Tutin
- Alkaloid pirrolizidin (PA)
- Ragi dan jamur
- Staphylococcus aureus
- Total koliform



MPI (KEMENTERIAN INDUSTRI PRIMER SELANDIA BARU) - DEFINISI MADU MANUKA
MPI di Selandia Baru telah menetapkan pedoman yang jelas untuk menentukan apakah Madu Manuka merupakan madu monofloral atau multifloral. MNZ hanya memproduksi Madu Manuka MGO monofloral mentah.