De la Nouvelle-Zélande à votre domicile
MNZ contrôle l'ensemble du processus, de la ruche au produit fini, afin de garantir la qualité, la pureté et l'intégrité à chaque étape. De l'apiculture responsable à la production et à l'emballage soignés, chaque étape est gérée selon des normes néo-zélandaises strictes.
Tous les tests de laboratoire sont effectués dans des laboratoires accrédités ISO 17025 et reconnus par l'IANZ. Le stockage, la transformation et l'emballage se font dans le cadre d'un programme de gestion des risques enregistré, conformément aux exigences du ministère néo-zélandais des industries primaires (MPI). Cela garantit une chaîne d'approvisionnement contrôlée et entièrement traçable.
Des tests approfondis d'authenticité et de qualité sont effectués à la fois au stade de la matière première et sur le produit final. MNZ produit exclusivement du miel de manuka monofloral MGO brut, non filtré et non pasteurisé.
Le processus du miel de Manuka
Le miel de manuka est produit en Nouvelle-Zélande pendant la courte période de floraison de l'arbre indigène, le manuka. Pendant quelques semaines seulement chaque année, les abeilles récoltent le nectar des fleurs, créant ainsi ce miel rare et caractéristique.
Après la récolte, le miel est soigneusement extrait des alvéoles et immédiatement soumis à des tests de qualité. Il est stocké à des températures naturelles contrôlées (inférieures à 25°C) afin de préserver sa pureté. Au début de la préparation de l'emballage, le miel est doucement réchauffé dans des conditions contrôlées jusqu'à un maximum de 35°C. Cela permet d'obtenir une texture optimale sans compromettre ses caractéristiques naturelles. Cela permet d'obtenir une texture optimale sans compromettre les caractéristiques naturelles du miel.
Le miel est ensuite emballé et étiqueté en fonction de son niveau de MGO vérifié. Un dernier contrôle de qualité est effectué avant la mise sur le marché. Comme toutes les étapes sont gérées en interne, MNZ conserve un contrôle total sur l'ensemble du processus de production.
Tests de qualité approfondis
Le miel de Manuka monofloral doit être manipulé avec précaution, car il est particulièrement sensible à la chaleur et aux conditions de traitement. Toutes les procédures de test du MNZ suivent les directives officielles de l'IPM afin de garantir l'authenticité et la conformité.
Étape 1 - Vérification de l'authenticité
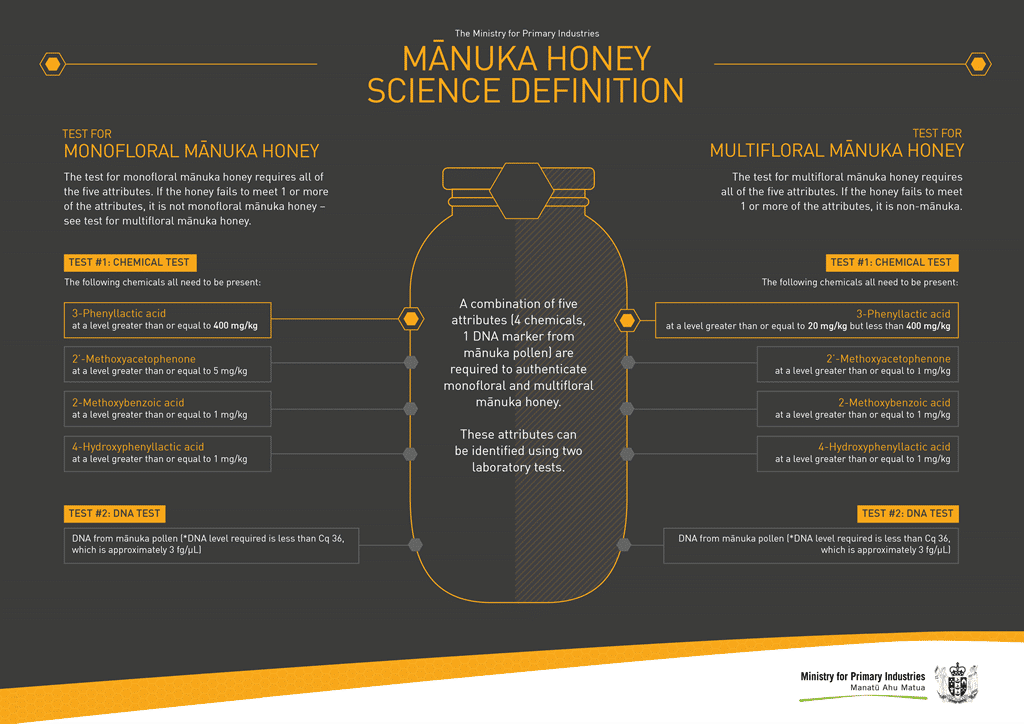
Chaque lot est testé conformément à la définition du miel de Manuka de l'IPM. Cinq marqueurs définis scientifiquement doivent être présents pour que le miel soit classé comme miel monofloral de Manuka.
Étape 2 - Marqueurs chimiques
- Acide 3-phényllactique
- 2-Méthoxyacétophénone
- Acide 2-méthoxybenzoïque
- Acide 4-hydroxyphényllactique
Étape 3 - Analyse de l'ADN
- Confirmation par l'ADN du pollen de Manuka
Étape 4 - Test de l'OGD
Le méthylglyoxal (MGO) est l'un des principaux composés mesurés dans le miel de Manuka. Sa concentration détermine la classification MGO. L'analyse de la teneur en MGO est une exigence des normes de l'IPM et est vérifiée par une analyse en laboratoire.
Étape 5 - Tests supplémentaires de qualité et de sécurité
Pour garantir la pureté, la fraîcheur et la sécurité, chaque lot est soumis à des tests :
- Activité diastasique
- Hydroxyméthylfurfural (HMF)
- Sucres C4 (contrôle de l'adultération)
- Comptage des plaques aérobies
- Escherichia coli
- Teneur en eau
- Tutin
- Alcaloïdes pyrrolizidiniques (AP)
- Levures et moisissures
- Staphylococcus aureus
- Coliformes totaux



MPI (MINISTERY OF PRIMARY INDUSTRIES NZ) - DÉFINITION DU MIEL DE MANUKA
Le MPI de Nouvelle-Zélande a établi des lignes directrices claires pour déterminer si le miel de Manuka est un miel monofloral ou multifloral. MNZ ne produit que du miel de Manuka brut, monofloral MGO.